净化工程
推荐设备
首页 >> 生物制药洁净室 >> 生物制药洁净室服务行业
符合现行GMP无菌原料药车间设计的整体方案-上海GMP净化工程总包公司CEIDI西递 尽管无菌原料药的验收由属地省、市局验收,国家局统一发证,但由于相对制剂较为成熟的工艺和设备生产线而言,无菌原料药的生产相对复杂一些。除了环境的洁净要求外,对设备及管道的清洗和灭菌设计,物料、工器具及内包材转运均有不同于制剂生产的要求。本文根据无菌原料药精制车间的设计经验,结合已完成的几个项目设计经验及验收过程中检查官员的关注点和着眼点,归纳设计要点及主要经验供参考。 一、无菌原料药主要工艺流程 无菌原料药生产中通常从后一步溶解脱色反应开始,然后纯化精制、结晶过滤、干燥、混合(可选项)、称量包装、贴签入库...
符合现行GMP无菌原料药车间设计的整体方案-上海GMP净化工程总包公司CEIDI西递
尽管无菌原料药的验收由属地省、市局验收,国家局统一发证,但由于相对制剂较为成熟的工艺和设备生产线而言,无菌原料药的生产相对复杂一些。除了环境的洁净要求外,对设备及管道的清洗和灭菌设计,物料、工器具及内包材转运均有不同于制剂生产的要求。本文根据无菌原料药精制车间的设计经验,结合已完成的几个项目设计经验及验收过程中检查官员的关注点和着眼点,归纳设计要点及主要经验供参考。
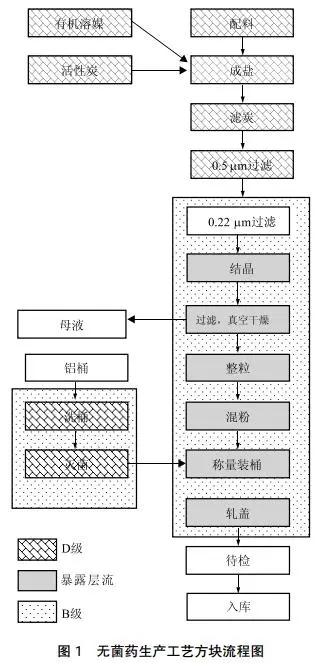
一、无菌原料药主要工艺流程
无菌原料药生产中通常从后一步溶解脱色反应开始,然后纯化精制、结晶过滤、干燥、混合(可选项)、称量包装、贴签入库。通常生产工艺方块流程如图1所示。
二、车间设计要点
由于反应及结晶工段多使用有机溶媒,因此,无菌原料药精制车间布置通常分防爆生产区和非防爆生产区,区域间按规范作严格分隔。在无菌原料药精制车间设计中贯彻模块化设计理念,实现物料密闭流程系统,以达到无菌原料药无菌生产的要求[1]。
综合无菌原料药制剂车间生产工艺流程和布置的特点,在设计中可将生产工艺分为下列模块着重设计:①反应及纯化区;②重结晶、过滤干燥区;③分装区;④其他。下面就设计要求及现场检查的部分关注点分别论述。
反应及纯化区该区既实现后一步反应,同时,又实现产品精制过程(通常工艺是加入活性炭脱色精制)。因后续重结晶通常设为B级区,所以该区按无菌原料药精制要求应设为D级。设计须注意以下几点:
(1)因该区域生产过程中多使用乙醇、丙酮等易燃易爆溶媒,根据《建筑设计防火规范》第3.1.1条规定,该区域为甲类生产区,需集中布置在车间外侧,易于泄爆,并设置合理的疏散通道及出口,以满足国家防火防爆安全规范的要求[2]。
(2)活性炭与其他物料送入通道尽量分开。这也是在实际验收检查中被关注的地方。
(3)过滤设备洗涤和活性炭炭渣收集区应相对封闭,这样将尽可能减少交叉污染。
(4)该区域人流入口宜单独设立,避免与别洁净区相混。
(5)注意与重结晶罐相连管道的设计。因为本区域的管道通常不需要终灭菌,但与重结晶罐相连管道除外。由于该管道清洗灭菌被归入重结晶罐管路系统,D级区需要为该清洗灭菌管路系统考虑必要的衔接设计。
(6)碳粉过滤截流度的可靠性检测。涉及0.22μm过滤器的完整性测试和监控,也是现场检查关注点之一。
(7)除菌过滤暴露时建议采用单向流保护[3]。
1重结晶区
(1)设计时应注意该区域的净空高度,需满足高位槽、结晶罐、离心机多层布置,同时,考虑操作平台的高度。
(2)注意结晶罐进料管上无菌过滤器的管路设计,主要考虑灭菌时的需求。
(3)注意结晶罐用溶剂的无菌过滤管路设计。
(4)结晶罐除罐内设喷淋球外,着重考虑进出管道清洗及灭菌管路系统设计,并保证纯蒸汽灭菌时的凝水排放通畅有效。现场检查时对于灭菌温度采集点的设置也是一个重点,应在差点上设温度探头。注:差点是指整个管路系统中理论上可能的温度低点。
(5)有些结晶工序采用溶剂,还需考虑热无菌氮气的供应,用于纯蒸汽灭菌后吹干设备。
(6)建议选用“三合一”设备做过滤用,或选用侧出料离心机,这样结晶罐出料至过滤设备可通过密闭管道输送以减少暴露操作。采用全封闭设备生产模式能有效地避免产品遭受环境污染。“三合一”设备是原料药生产中常用的关键设备,为密闭系统,有单独的取样系统;设有手动和自动操作程序;便于进行CIP和SIP,或接触药品的部位能拆卸后清洗灭菌[4]。
(7)安装结晶罐的操作平台的设计应满足洁净区要求。建议在与结晶间贴邻房间设辅助区,将大量辅助管道、阀门布置其中,大限度减少结晶罐周围的管道和阀门。项目实践证明这是个行之有效的方法
2干燥区
该区域的设计关键是选择合适的干燥设备,以及考虑过滤湿料至干燥设备的转运方式。
(1)干燥设备通常选用真空回转干燥机或真空V型干燥机,这两种设备在采用合适设计后都可达到在位清洗和灭菌要求。
(2)关键的物料转运方式其实和湿料的物性有很大关系。一般自动出料离心机或三合一设备出料时会加一出料设施,具有顶推和破碎大块滤饼功能。如果破碎后的湿颗粒可以被真空抽吸,将简化转移过程——只需采用真空上料设计即可;若是真空难以输送的物料,建议采用类似固体制剂生产中颗粒转移设备——周转罐配套无菌分体阀(α/β阀)进行转移。此时,不可避免会使用小车及提升设备,在设计中要尽量避免其对高洁净环境的负面影响。无菌分体阀分为主动阀和被动阀两部分,分别装在要对接的两个容器上。真空转料系统及无菌分体阀是目前常用的两种固体物料转运方式[2]。考虑到周转运输及洗涤灭菌方便,建议选用较小体积的周转罐。对于类似湿糯米粉的湿料,一般也会有温度的敏感性,可能不适用回转干燥器,就目前设备装备水平,只能选用盘式层流烘箱干燥,在装盘和收粉环节需做额外保护设计以降低被污染的风险。
(3)若有混粉工序,应布置在单独房间内完成。注:关于混粉,还应根据添加成分的包装形式,考虑如何将添加成分送入混粉设备;添加成分是否需要粉碎?是否有无菌检查项目?还应考虑混粉设备的消毒灭菌方式。
3. 分装区
结束语上述要点论述是基于几个无菌原料药精制车间设计的实际案例的归纳和综述,限于篇幅未进行详尽讨论,可做进一步探讨交流。上述要点应该是设计必须考虑的,是无菌原料药精制车间设计的基本点和出发点,即使按上述要点做了,也未必完全满足要求。譬如,某个项目现场检查中发现,混粉设备上方设层流并覆盖了设备,但现场一操作就发现,混粉机盖子取下后就脱离了层流保护区。限于设备装备条件和投资,国内工厂的无菌原料药精制车间改造项目,肯定有值得进一步改进的空间,此文仅是抛砖引玉,对于一些更好的思路和方法也希望能得到同行专家的指点和指教。
版权声明:文章来源制药网

全国服务热线
地址:上海市虹桥商务区富力环球中心




























